






ISO 8501
PHƯƠNG PHÁP CHUẨN BỊ BỀ MẶT THÉP TRƯỚC KHI SƠN
1. ĐÁNH GIÁ MỨC ĐỘ RỈ CỦA BỀ MẶT THÉP
Khi thép nung đỏ được xử lý qua dây chuyền cán thép, thì nó phản ứng với môi trường không khí và hình thành một lớp vảy trên bề mặt thép. Lớp vảy này gọi là vảy cán.
.jpg)
khi thép được cán đỏ, một lớp màng oxýt được hình thành trên bề mặt - vảy cán
Khi thép được cất giữ để ngoài trời, thì lớp vảy bị vỡ ra và tạo thành rỉ. Vảy cán và rỉ thường tạo ra nhiều vấn đề trên bề mặt và vì vậy phải loại bỏ nó bằng phương pháp chuẩn bị bề mặt cơ học.
Để đánh giá bề mặt thép trước khi chuẩn bị bề mặt, người ta dùng tiêu chuẩn quốc tế ISO 8501-1
“đánh giá mức độ sạch bề mặt nhìn thấy được bằng mắt thường”
Phần tiêu chuẩn ISO 8501 này phân biệt bốn mức độ rỉ mà thông thường nhìn thấy trên bề mặt thép chưa sơn khi cất giữ trong kho bãi.
Có bốn mức độ rỉ khác nhau A, B, C và D là cơ sở cho các tiêu chuẩn xử lý bề mặt được mô tả cùng có các hình mẫu kèm theo.
.jpg)
Dùng tiêu chuẩn ISO 8501-1 hoặc tiêu chuẩn tương tự khi đánh giá mức độ rỉ trên bề mặt thép chưa sơn.
. Mức rỉ A: Bề mặt thép bị bao phủ bởi lớp vảy khi cán và bám chắc vào bề mặt và nếu có thì chỉ có một vài vùng nhỏ bị ăn mòn.
.jpg)
Figure 3 - Rust grade A (Mức rỉ A)
Short period after rolled (một thời gian ngắn sau quá trình cán thép)
. Mức rỉ B: Bề mặt thép bắt đầu bị rỉ và những nơi mà lớp vảy cán bắt đầu bị bong ra.
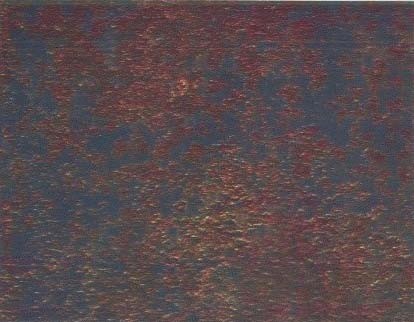
Figure 4 - Rust grade B (Mức rỉ B)
Outdoor uncoated steel after 2 or 3 months
(thép không được bảo vệ bị xâm thực từ bên ngoài từ 2 tới 3 tháng)
. Mức rỉ C: Là bề mặt thép mà lớp vảy cán bỉ rỉ sét hoàn toàn hoặc có thể cạy ra được, cùng với hiện tượng rỗ nhẹ trên bề mặt có thể nhìn thấy bằng mắt thường.
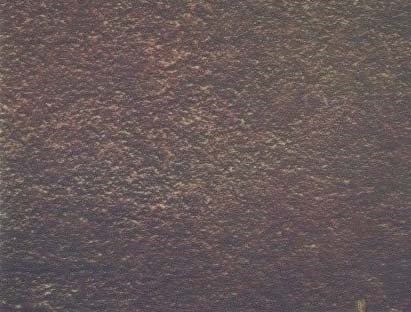
Figure 5 - Rust grade C (Mức rỉ C)
The same above steel condition after one year (tương ứng với bề mặt thép trên sau một năm)
. Mức rỉ D: Bề mặt thép đã bị rỉ, bong hoàn toàn lớp vảy cán và rổ toàn bộ bề mặt thấy được bằng bằng mắt thường.

Figure 6 - Rust grade D (Mức rỉ D)
The same above steel condition after three year (tương ứng với bề mặt thép trên sau ba năm)
2. ĐÁNH GIÁ MỨC ĐỘ SẠCH THẤY ĐƯỢC BẰNG MẮT THƯỜNG
Theo mỗi phương pháp chuẩn bị bề mặt được ký hiệu tương ứng là “Sa”, “St” hoặc ”Fl” để biểu thị kiểu phương pháp làm sạch bề mặt mà chuẩn bị dùng. Cấp độ đó sẽ cho bề mặt không còn vảy cán, rỉ và lớp sơn cũ.
Tiêu chuẩn này gồm có ba cấp độ chuẩn bị bề mặt
· Blast cleaning, Sa (thổi sạch bề mặt bằng hạt mài)
· Hand and power tool cleaning, St (làm sạch bề mặt bằng dụng cụ cơ học)
· Flame cleaning, Fl (làm sạch bề mặt bằng đốt lửa)
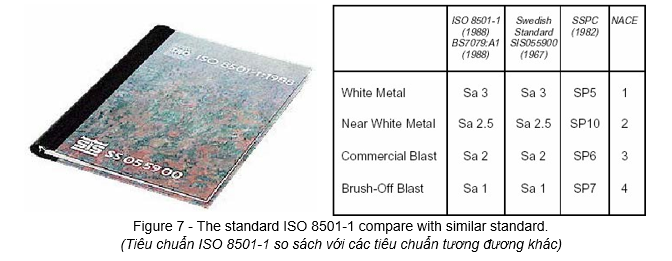
Figure 7 - The standard ISO 8501-1 compare with similar standard. (Tiêu chuẩn ISO 8501-1 so sách với các tiêu chuẩn tương đương khác)
Blast cleaning (thổi sạch bề mặt bằng hạt mài)
Việc chuẩn bị bề mặt bằng phương pháp thổi sạch bằng hạt mài được ký hiệu là “Sa”. Trước khi thổi bằng hạt mài phải loại bỏ những lớp gỉ dầy bằng cách gõ. Phải làm sạch dầu mỡ, chất bẩn có thể nhìn thấy được. Sau khi thổi sạch, bề mặt phải sạch không còn bụi bẩn và tạp chất.
Sa 1 Light blast cleaning (thổi lướt qua):
Khi quan sát bằng cách thông thường, bề mặt phải không còn dầu mỡ, chất bẩn và những phần vảy cán ít bám dính, rỉ sét, màng sơn và tạp chất khác.
.jpg)
Figure 8 – B Sa1 (mức rỉ B bề mặt có độ sạch Sa1)
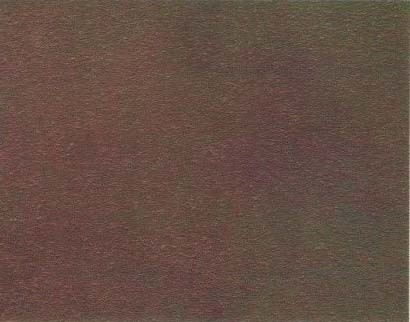
Figure 9 – C Sa1 (mức rỉ C bề mặt có độ sạch Sa1)

Figure 10 – D Sa1 (mức rỉ D bề mặt có độ sạch Sa1)
Sa 2 Thorough blast cleaning (thổi kỹ):
Khi quan sát bằng cách thông thường, bề mặt phải không còn dầu mỡ, chất bẩn và đa số những vảy cán, rỉ sét, các lớp sơn cũ và tạp chất. Những phần còn lại trên bề mặt phải bám chắc vào bề mặt.
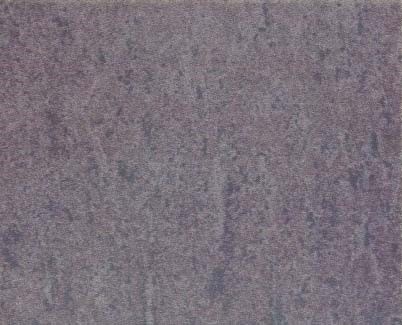
Figure 11 – B Sa2 (mức rỉ B bề mặt có độ sạch Sa2)
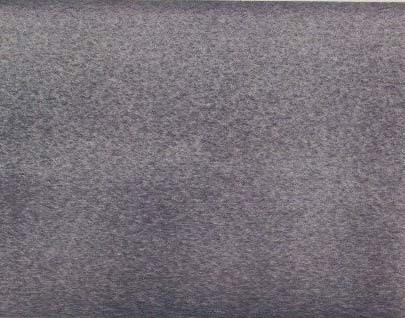
Figure 12 – C Sa2 (mức rỉ C bề mặt có độ sạch Sa2)

Figure 13 – D Sa2 (mức rỉ D bề mặt có độ sạch Sa2)
Sa 2½Very thorough blast cleaning (thổi rất kỹ):
Khi quan sát bằng cách thông thường, bề mặt phải không còn dầu mỡ, chất bẩn và đa số những vảy cán, rỉ sét, các lớp sơn cũ cũng như tạp chất. Chỉ còn lại các vết dưới dạng đốm hay giải nhỏ.
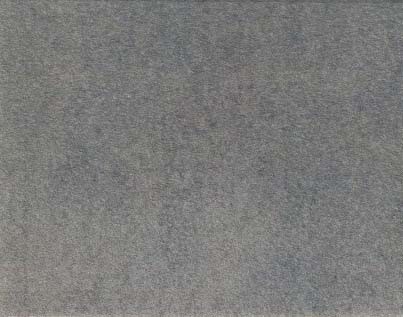
Figure 14 – A Sa2.5 (mức rỉ A bề mặt có độ sạch Sa2,5)
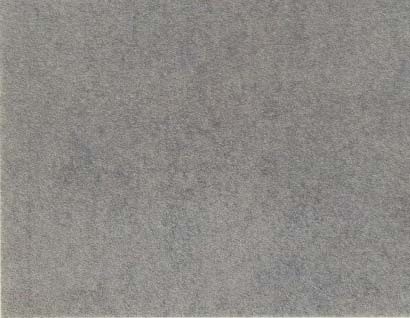
Figure 15 – B Sa2.5 (mức rỉ B bề mặt có độ sạch Sa2,5)
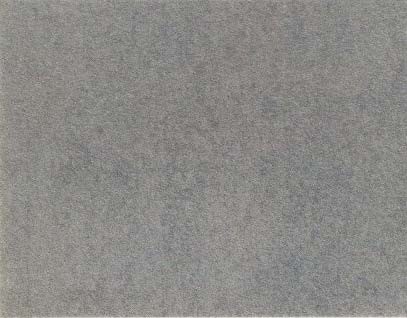
Figure 16 – C Sa2.5 (mức rỉ C bề mặt có độ sạch Sa2,5)

Figure 16 – D Sa2.5 (mức rỉ D bề mặt có độ sạch Sa2,5)
Sa 3 Blast cleaning to visually clean steel (thổi tới bề mặt thép):
Khi quan sát bằng cách thông thường, bề mặt phải không còn dầu mỡ, chất bẩn và lớp vảy cán, rỉ sét, các lớp sơn cũ cũng như tạp chất. Bề mặt phải có màu đồng nhất của kim loại.
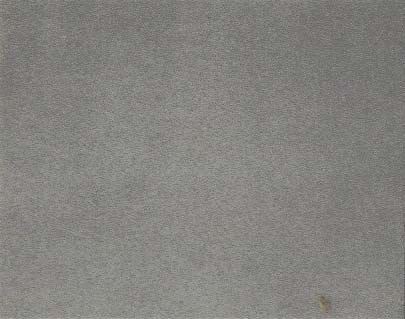
Figure 17 – A Sa3 (mức rỉ A bề mặt có độ sạch Sa3)
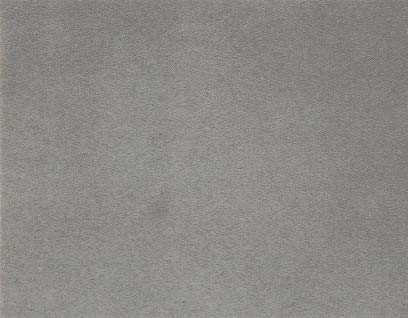
Figure 18 – B Sa3 (mức rỉ B bề mặt có độ sạch Sa3)
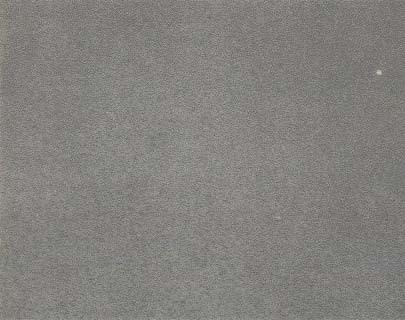
Figure 19 – C Sa3 (mức rỉ C bề mặt có độ sạch Sa3)

Figure 20 – D Sa3 (mức rỉ D bề mặt có độ sạch Sa3)
Hand and power tool cleaning, St (làm sạch bề mặt bằng dụng cụ cơ học)
Việc chuẩn bị bề mặt bằng dụng cụ cơ học như cạo xủi, chà bằng chải sắt, chà và mài bằng máy, được ký hiệu là “St”. Phần này có hai cấp chuẩn bị bề mặt ký hiệu là “St2” và “St3” được tiến hành qua làm sạch bằng dụng cụ cơ học. Không có cấp độ “St1” vì bề mặt nó không đạt yêu cầu để sơn.
St 2 Thorough hand and power tool cleaning (làm sạch kỹ lưởng bằng các dụng cụ cầm tay và máy):
Khi quan sát bằng cách thông thường, bề mặt phải không còn dầu mỡ, chất bẩn cũng như các lớp vảy, rỉ sét, các lớp sơn cũ bám dính kém.

Figure 21 – B St2 (mức rỉ B bề mặt có độ sạch St2)
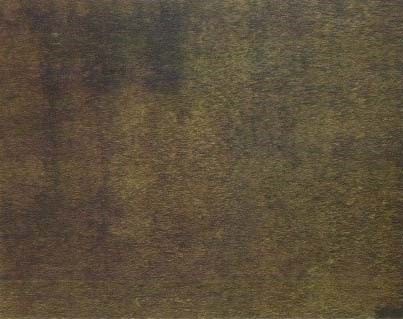
Figure 22 – C St2 (mức rỉ C bề mặt có độ sạch St2)

Figure 23 – D St2 (mức rỉ D bề mặt có độ sạch St2)
St 3 Very thorough hand and power tool cleaning (làm sạch rất kỹ bằng các dụng cụ cầm tay và máy):
Làm như trên tiêu chuẩn St2 nhưng kỹ hơn nhiều để có được ánh kim từ bề mặt kim loại.
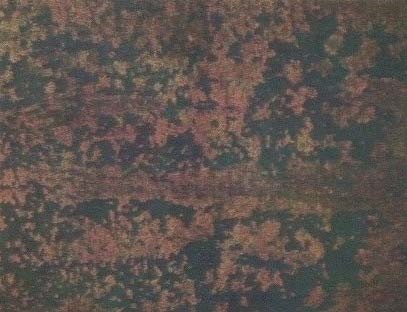
Figure 24 – B St3 (mức rỉ B bề mặt có độ sạch St3
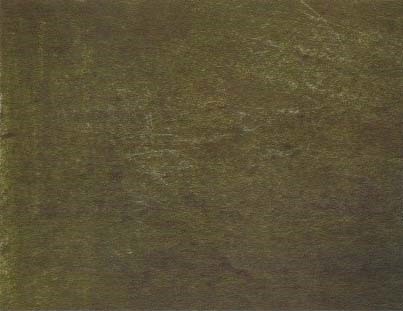
Figure 25 – C St3 (mức rỉ C bề mặt có độ sạch St3)

Figure 26 – D St3 (mức rỉ D bề mặt có độ sạch St3)
Flame cleaning, Fl (làm sạch bề mặt bằng đốt lửa)
Việc chuẩn bị bề mặt bằng đốt lửa được ký hiệu là “Fl”. Trước khi đốt lửa phải loại bỏ những gỉ dầy bằng cách gõ rồi sau đó dùng bàn chải sắt chà sạch.
Fl (làm sạch bề mặt bằng đốt lửa):
Khi quan sát bằng cách thông thường, bề mặt không còn lớp vảy cán, rỉ, các lớp sơn cũ và tạp chất. Chỉ còn lại trên bề mặt chỉ là đổi màu của bề mặt (có nhiều dạng màu sắc khác nhau).
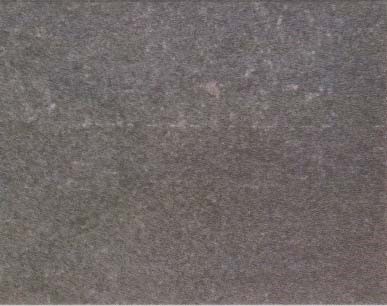
Figure 27 – A Fl (mức rỉ A bề mặt có độ sạch Fl)
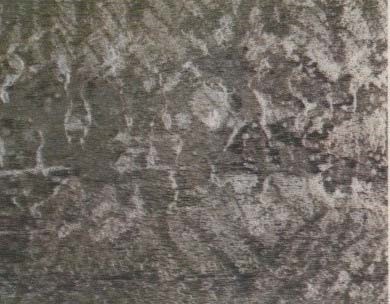
Figure 28 – B Fl (mức rỉ B bề mặt có độ sạch Fl)

Figure 29 – C Fl (mức rỉ C bề mặt có độ sạch Fl)
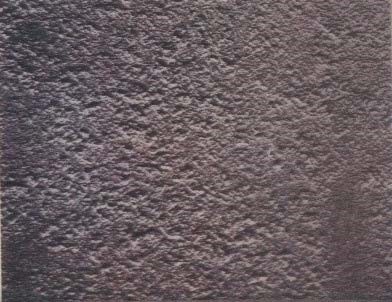
Figure 29 – D Fl (mức rỉ D bề mặt có độ sạch Fl)










